![]()
![]()

![]()
|
|
|
|
Safety is becoming more of a major consideration in the VW scene, with many modified streetcars regularly running 12-seconds quarter-miles, and with that in mind we decided to see how a top-notch roll cage is built at Jon Rathbone Racing.
Depending on the customer’s budget, Jon uses either CDS tubing with a wall thickness of 3.3mm or chromoly, which has a wall thickness of 2.5mm. both tubes have an outside diameter of 41.3mm. Chromoly is the more expensive material due to its greater specifications and overall strength. Because of its higher spec., it can be of thinner wall thickness, resulting in less weight. Up to 25% lighter than CDS, it is the choice of weight-conscious racers, although it is much more costly at nearly twice the price of CDS.
One of the added benefits of having a roll cage fitted is that you’re able to tie-in major chassis components, making the overall structure of the car much more rigid. Frame horns on a Bug are prone to flexing with high horsepower and hard launches. Tying in the frame horns to the roll cage virtually eliminates all flex, therefore reducing the risk of gearbox nose-cone damage. More consistent launches are possible because wheel hop will be a thing of the past. Traction off the line will be improved too.
The car in question for this feature is this tough-looking 1951 streeter. The owner wanted a six-point chromoly roll cage. Jon has made many cages since he opened his doors, so he has it down to a fine art now.
the car arrived at Jon’s workshop already stripped out, so the first job was to work out the position of the main tubes and make a cardboard template of the footplates which must have a total surface area of 36 inches2
The cardboard templates are vital tools for the manufacture of components for the cage. Easily cut to shape, they form the pattern for the steel footplates. Once shaped to fit the car, the template is transferred to the sheet steel where Jon scribes a line around the card prior to cutting.
Jon uses a plasma arc-cutter which essentially combines air pressure and an electric arc to create a powerful cutting tool. Here Jon is cutting the footplates from 3mmsheet steel. Plasma arc-cutting is extremely quick and has the added benefit of being accurate and clean compared to oxy-cutting.
Once Jon is happy with the fit of the footplates, they’re TIG-welded into place. TIG (tungsten inert gas) is extremely efficient due to the intense heat created by the arc. Little distortion is just one of the benefits with TIG-welding but it’s very skilled process which takes time to master.
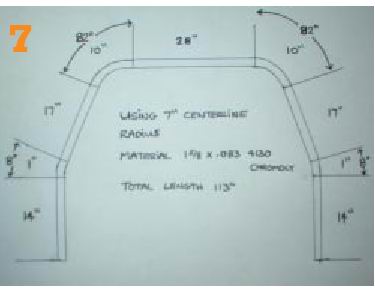
it’s now time to measure the main hoop. The large adjustable protractor is designed for this particular job and is adjustable for different sizes of tube and radii. This one is for 15/8 inches (41.275mm) with a 7 inch centreline radius. It ensures the tubes are a perfect fit within the contours of the body.
After the dimentions are calculated, the main hoop is drawn out on paper to work out the total length of the tubing used. This ensures no wasted off cuts.
The tube is first checked for size with a digital vernier and then cut off to length and marked out according to the dimensions of the previous drawing. The next stage is to form the tube in a hydraulic tube-bender.
With the main hoop formed in the pipe-bender it’s then tack-welded in the car. The rear bars are cut, formed and notched and also tacked into position.
This shot shows the A-post bars which, because of the shape of the body, must it have a 170 offset between each bend. Note the quality of tooling Jon uses – all top-spec stuff. Race car in the background is in the process of receiving a full tube chassis and looks awesome.
This shot illustrates the offset of the bends……
The next stage is to tack-weld the bars into position……
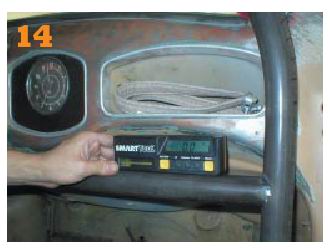
…..followed by the top windscreen bar and the dashboard bar which are both carefully cut, notched and tack welded into position and…..
…..are then checked that they are perfectly level with the digital spirit level.
The angle and the length of the door bars are then calculated and the tube-notcher is set to the same angle.
The tube is notched to give a perfect, strong-welded joint. If a tube joint is not perfect fit, it can cause the structure to distort and can weaken the joint-definitely not desirable on a racecar.
Afdter all the joints are tack welded, the welding can begin in ernest. The mirror in the picture is actually a piece of highly polished
The owner of the car wanted extra security, so he opted to have Jon make him some X-door bars. Also shown in the picture is a Jaz aluminium race seat, which has its own mounts included into the cage design.
Any rollcage, which is built for competition purposes, should be stamped with the roll cage manufacturer’s name and date of manufacture. It should be fitted somewhere visible so that the scrutineer can check the ID plate easily.
Any car required by the rules to fit a roll cage should also be fitted with a window-net and five-point harness belts. A Simpson net is fitted by means of tabs welded to the cage. |
|
Send mail to
eagleeye@searchmalta.com with
questions or comments about this web site.
|